
「金属部品の加工方法を、社内でどう使い分ければよいか整理したい」「旋盤・フライス・研削の違いがわからず、外注先選びで迷っている」——こうした課題を持つ設計者・購買担当の方は多いのではないでしょうか。金属部品加工は、形状や要求精度・ロット数に応じて最適な工法を選ぶことで、品質・コスト・納期のバランスを取りやすくなります。本記事では、代表的な4つの加工方法(旋盤・フライス・研削・放電)の特徴と使い分けを比較表で整理し、用途別の選定ポイントを解説します。NC旋盤約60台・マシニングセンタ約10台に加え、両頭フライス盤・ワイヤーカットまで保有する株式会社ヨシダセイコーの知見をもとに、現場で役立つ情報をお届けします。
お急ぎの方へ
工法選定や対応可否のご相談は、お問い合わせフォームよりお気軽にご連絡ください。
金属部品加工の主要な4つの種類
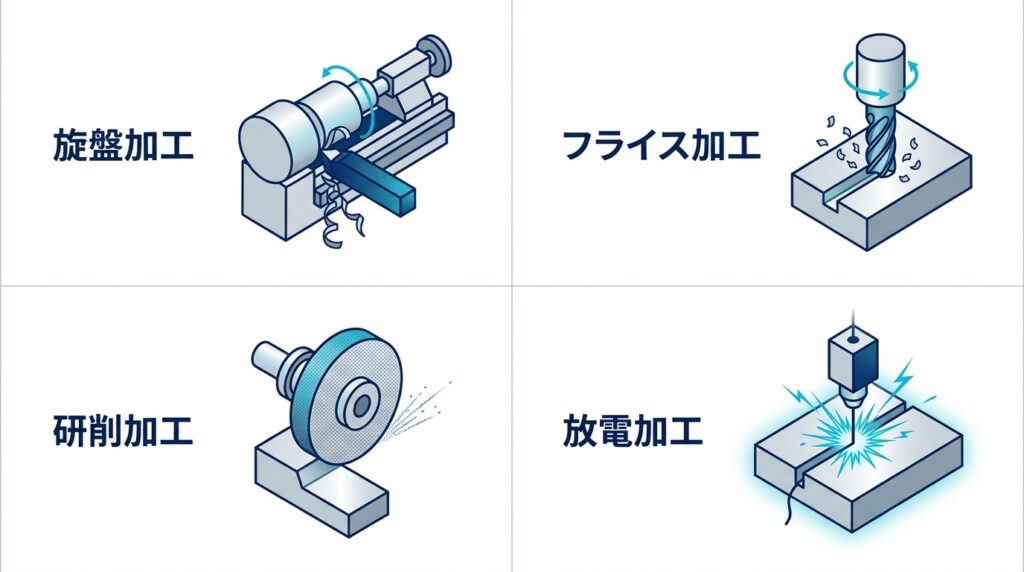
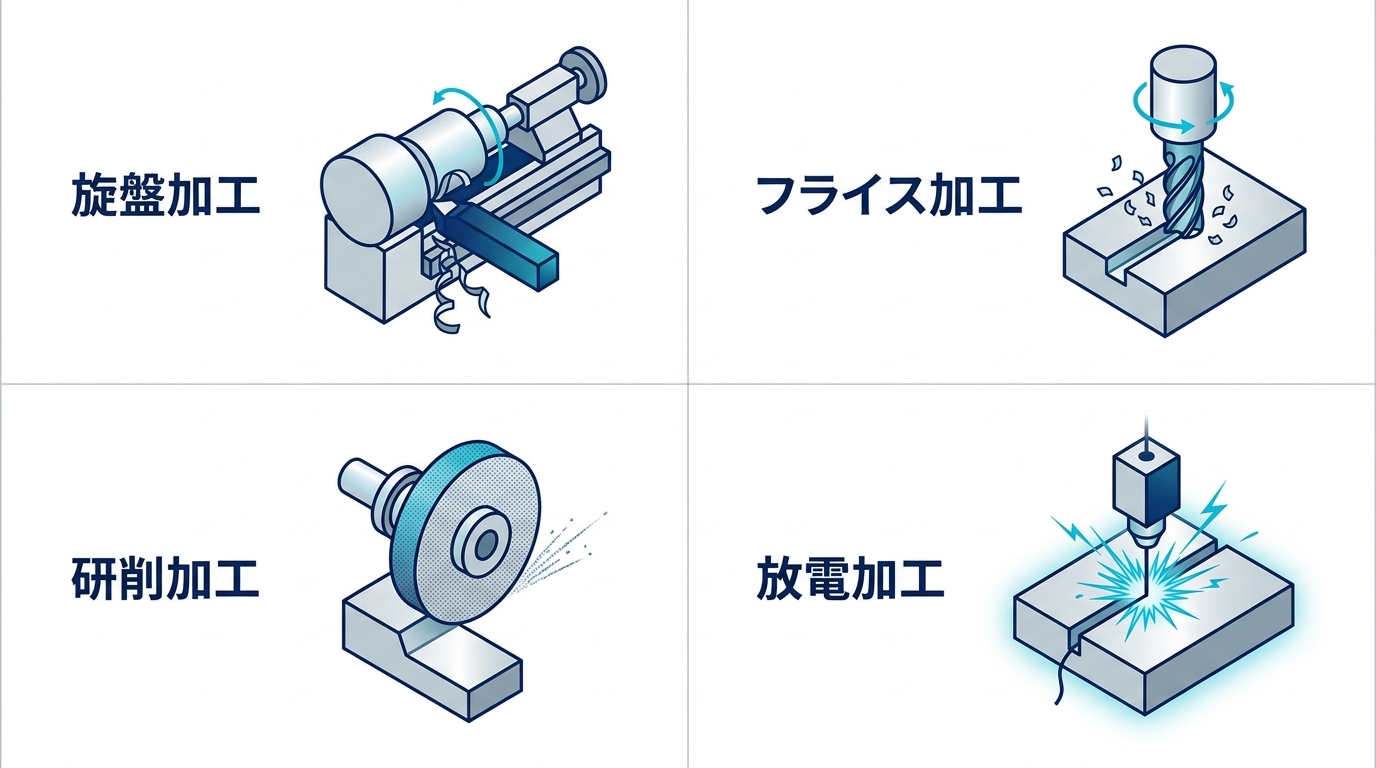
金属部品加工は、刃物や砥石でワーク(被加工物)を削り出す「除去加工」が中心です。代表的な4つの種類について、それぞれの仕組みと得意分野を整理します。
1. 旋盤加工 — 回転対称形状の主力工法
旋盤加工は、ワークを回転させた状態で固定刃物(バイト)を当てて削る工法です。シャフト・ピン・ブッシュ・スリーブなど、回転対称(円筒・円錐)の部品加工に適しています。
NC制御の旋盤を「NC旋盤」、複数の加工工具を1台で扱える機械を「複合旋盤」「NC複合自動盤」と呼びます。スイス型自動盤を使えば、φ20以下の細径精密部品を高精度・高効率で加工できます。旋盤加工とフライス盤加工の違いのコラムでも詳しく解説しています。
2. フライス加工(マシニングセンタ) — 多面・多軸の汎用工法
フライス加工は、回転する刃物(エンドミル・正面フライス)でワークを削り出す工法です。立方体・直方体形状の部品や、複雑な形状の3次元加工に向いています。
NC制御で多軸を扱える機械を「マシニングセンタ」と呼び、立型・横型・5面加工機などのバリエーションがあります。横型マシニングセンタはパレット交換による多面加工が得意で、5面加工機は1回の段取りで5面同時加工が可能です。
3. 研削加工 — 高精度仕上げの専用工法
研削加工は、砥石(といし)でワーク表面を削り出す工法です。寸法精度±0.001〜0.005mm、表面粗さ Ra0.1〜0.4 程度の高い精度が求められる仕上げ工程で使われます。
旋盤加工後の円筒研削、フライス加工後の平面研削など、最終仕上げとして組み合わせるのが一般的です。焼入れ後の硬い材料(HRC50以上)でも安定して加工できる点が、切削加工との大きな違いです。
4. 放電加工(ワイヤーカット) — 難加工形状の特殊工法
放電加工は、電極とワークの間に放電を起こして金属を溶かし除去する工法です。代表的なのが、細いワイヤーを電極に使う「ワイヤーカット放電加工」です。
切削では刃物が入らない複雑形状や、焼入れ材・硬質材の加工に向いています。ただし加工速度は切削より大幅に遅く、コストも高くなるため、複雑形状でないと採算が合いません。
4つの加工方法の比較
4つの加工方法を、形状適性・精度・コスト・納期の観点で比較しました。
| 項目 | 旋盤加工 | フライス加工 | 研削加工 | 放電加工 |
|---|---|---|---|---|
| 得意な形状 | 回転対称(円筒・円錐) | 立方体・3次元 | 仕上げ全般 | 複雑形状・微細形状 |
| 標準精度 | ±0.01mm | ±0.01mm | ±0.001〜0.005mm | ±0.005〜0.01mm |
| 表面粗さ | Ra1.6〜3.2 | Ra1.6〜3.2 | Ra0.1〜0.4 | Ra1.6〜3.2 |
| 硬質材対応 | △(焼入れ前推奨) | △(焼入れ前推奨) | ◎(焼入れ後OK) | ◎(HRC60以上可) |
| 加工速度 | 速い | 速い | 中程度 | 遅い |
| コスト | 低〜中 | 低〜中 | 中〜高 | 高 |
| 適したロット | 試作〜量産 | 試作〜量産 | 試作〜中ロット | 試作〜小ロット |
注: 精度・表面粗さは一般的な目安であり、機械・工具・条件によって変動します。
用途別の工法選び方
シャフト・軸物部品 → 旋盤加工が第一候補
シャフト・ピン・スリーブなど、回転対称の軸物部品は旋盤加工が最適です。NC旋盤や複合旋盤を活用すれば、外径・内径・端面・溝・ねじなどを1工程で仕上げられます。
寸法精度±0.005mm以下の高精度仕上げが必要な場合は、旋盤加工後に円筒研削を組み合わせます。加工事例一覧では、SUS316L製シリンダー部品(±0.01mm精度)などの実績を公開しています。
板状・ブロック部品 → フライス加工+両頭フライスの組合せ
板状・ブロック形状の部品は、フライス加工(マシニングセンタ)が中心となります。両面の平行度や厚み公差を厳しく管理したい場合は、両頭フライス盤との組合せが効果的です。
複数の取付面に直角度・平行度が要求される箱型部品は、横型マシニングセンタや5面加工機で1回の段取りで多面加工することで、累積誤差を最小化できます。加工技術の詳細もご覧ください。
高精度仕上げ部品 → 研削加工を最終工程に組み込む
寸法精度±0.005mm以下、表面粗さ Ra0.4 以下が要求される部品は、切削加工後に研削加工を組み合わせます。具体的には、軸物の円筒研削、平面の平面研削、内径の内面研削などです。
焼入れ後の硬質材(HRC50以上)の精密加工は、研削が前提になります。設計段階で「焼入れ→研削」のフローを想定し、研削代(仕上げ代)を0.1〜0.3mm確保しておくと、最終仕上げが安定します。
複雑形状・微細形状 → 放電加工(ワイヤーカット)を検討
切削では刃物が物理的に入らない狭隘部、ベース材を貫通する複雑な抜き形状、HRC60以上の硬質材の加工は、ワイヤーカット放電加工が有効です。
ただし加工速度が遅くコストも高いため、量産品ではなく試作・小ロット品で採用するのが一般的です。当社では三菱電機 MV1200R を保有しており、複雑形状部品のワイヤーカット加工に対応しています。
ご相談ください
工法選定や試作・量産のご相談は、当社にご相談ください。1952年創業以来70年以上の加工経験をもとに、最適な工法をご提案します。
→ 無料で相談する
外注先選びのポイント
ポイント1: 複数工法を一貫対応できるか
1つの部品に旋盤・フライス・研削などを組み合わせる多工程加工では、社内で複数工法を一貫対応できる外注先を選ぶことが重要です。工程ごとに別会社へ発注すると、輸送・段取り・品質責任が分散し、納期とコストが膨らみます。
当社では材料調達から表面処理・組立まで一貫対応しており、加工〜協力会社経由の表面処理・熱処理までワンストップで対応可能です。
ポイント2: 設備の保有台数と加工範囲
量産部品の安定供給には、同種の機械を複数台保有していることが重要です。1台が故障・メンテナンスでも、他機で生産を継続できる体制があると納期遅延リスクが下がります。
当社はNC旋盤約60台、マシニングセンタ約10台、両頭フライス盤3台、ワイヤーカット1台を保有しています。試作1個から量産数万個まで、ロットに応じた最適な機械を選定して加工します。
ポイント3: 品質管理体制と測定機器
高精度部品の外注では、測定機器の充実度と品質管理体制も重要な判断基準です。3D測定機・真円度測定機・表面粗さ・輪郭形状測定機などが揃っているか、ISO9001など品質マネジメントシステムを取得しているかを確認しましょう。
当社はISO9001:2015およびISO14001を取得し、キーエンス VR-3100(3D測定マイクロスコープ)・XM-C1000(ハンディプローブ3次元測定機)・東京精密 SURFCOM NEX200 DX2(表面粗さ・輪郭形状測定機)など、測定機器1,100点以上を活用した品質管理を実施しています。
金属部品加工の工法選びでお困りなら、ヨシダセイコーへ
金属部品加工は、形状・精度・ロットによって最適な工法が変わります。旋盤加工は回転対称形状、フライス加工は3次元・多面、研削加工は高精度仕上げ、放電加工は複雑形状・硬質材——それぞれの得意分野を踏まえた工法選定が、品質とコストのバランスを最適化する鍵です。
株式会社ヨシダセイコーでは、NC旋盤・マシニングセンタ・両頭フライス盤・ワイヤーカット放電加工機・各種測定機器をワンストップで保有しています。試作1個から量産数万個まで、お客様の部品形状とロットに応じた最適な工法をご提案します。
「この部品はどの工法が向いているか相談したい」「複数工法を組み合わせる多工程加工をまとめて依頼したい」というケースも、内容にもよりますが、まずはご相談を承っています。
金属部品加工のことなら、ヨシダセイコーにお任せください。
技術的なご質問から、お見積り、試作のご相談まで、お気軽にどうぞ。
お問い合わせフォームはこちらから
お電話でのご相談: 076-288-7001(平日 8:30〜17:00)
